Thermoset Rigid Composite Material Solutions
Manufacturer · Supplier · Fabricator
The Gund Company is a thermoset rigid composite manufacturer, supplier, and fabricator serving electrical equipment manufacturers, industrial OEMs, and MRO customers across North America. We stock high-pressure and low-pressure thermoset laminates, supply Glass Polyester (NEMA Grade GPO-3) sheet material, and fabricate finished components from customer drawings at our facilities. Our capabilities extend from standard sheet stock supply to custom compression-molded parts, filament-wound tubing, and pultruded shapes.
WHAT ARE THERMOSET COMPOSITES?
Thermoset rigid composites are made by combining a reinforcing substrate with a resin system that permanently cures under heat and pressure. The substrate can be paper, cotton cloth, or woven or random glass fiber. The resin system can be epoxy, phenolic, polyester, melamine, or silicone. The specific combination determines the finished material’s mechanical, thermal, and electrical properties.
Once cured, thermoset composites cannot be remelted or reformed. This permanent cure gives them dimensional stability, rigidity, and the ability to hold tight tolerances in service, which is why they are widely specified for electrical insulation and structural components.
The National Electrical Manufacturers Association (NEMA) has established standardized grade designations that define the minimum performance requirements for each thermoset laminate type. These NEMA grades are the industry standard reference used by engineers, buyers, and OEMs throughout the electrical and power distribution industries.
THERMOSET LAMINATE MATERIALS WE FABRICATE
We carry high-pressure and low-pressure thermoset laminates across multiple NEMA grades. Each grade is designed for a different set of electrical, thermal, and mechanical requirements. Our fabrication team machines sheet material into finished components at our facilities, working directly from customer drawings and specifications.
GLASS EPOXY LAMINATES - FR4, G-10, & G-11
Glass epoxy laminates use a woven glass cloth substrate bonded with an epoxy resin system. They are the most widely used thermoset composites in the electrical insulation industry, offering high mechanical strength, outstanding dielectric properties, and low moisture absorption.
FR4 is the industry standard for flame-retardant glass epoxy and carries a UL 94 V-0 flame rating. G-10 delivers equivalent electrical and mechanical performance without the flame-retardant additive. G-11 is the high-temperature grade within the glass epoxy family, specified when continuous operating temperatures exceed what FR4 and G-10 can sustain.
GLASS SILICONE LAMINATES - G-7
G-7 is a high-pressure laminate that pairs a woven glass cloth substrate with a silicone resin system. It is specified for continuous service in extreme heat environments where epoxy-based laminates are not sufficient.
G-7 maintains good dielectric strength at elevated temperatures and resists thermal shock, making it a practical choice for motor slot liners, coil insulation, and other electrical components that operate under persistent high-heat conditions.
SILICONE BONDED MICA PAPER LAMINATE
Silicone bonded mica paper laminate is produced for situations requiring both thermal endurance and reliable electrical insulation at extreme temperatures. The mica substrate is inherently non-combustible and thermally stable, giving this grade performance characteristics that glass-based laminates cannot match in certain high-heat electrical assembly environments.
This material is commonly used in motor slot liners, coil separators, and high-heat electrical assemblies where sustained thermal performance is the primary requirement.
GLASS POLYESTER - NEMA GRADE GPO-3
GPO-3 is a low-pressure thermoset laminate produced using a continuous strand random glass mat substrate with a polyester resin system. It is the most commonly specified thermoset insulation material for medium-voltage electrical equipment, and it is stocked and fabricated here at The Gund Company for OEM and MRO customers nationwide.
As an industrial Glass Polyester supplier, we supply GPO-3 sheet material in standard and cut-to-size formats, and we machine finished components to customer drawings. GPO-3 meets ASTM D709, carries a UL 94 V-0 flame rating, and delivers excellent arc and track resistance at a lower cost than glass epoxy alternatives. For electrical equipment manufacturers who need reliable insulation performance without the cost premium of higher-grade laminates, GPO-3 is frequently the practical answer.
HOW THERMOSET LAMINATES ARE MANUFACTURED
The manufacturing process for thermoset laminates differs depending on whether a high-pressure or low-pressure process is used. Each method produces a distinct set of properties, and understanding the difference helps in selecting the right material for your requirements.
THE HIGH-PRESSURE LAMINATE PROCESS
High-pressure laminates are produced by impregnating a substrate with a resin system in a resin bath, then treating it in an oven to drive off solvents and set the resin content precisely. The treated composite is cut to size, stacked to the target sheet thickness, and pressed under significant heat and pressure in a laminating press.
Press loads typically hold 8 to 14 inches of sheet material, with cure times up to several hours, depending on the grade being produced. After pressing, sheets are trimmed, sanded to thickness, and tested in our laboratory for specification compliance before being shipped to our fabrication facilities for machining.
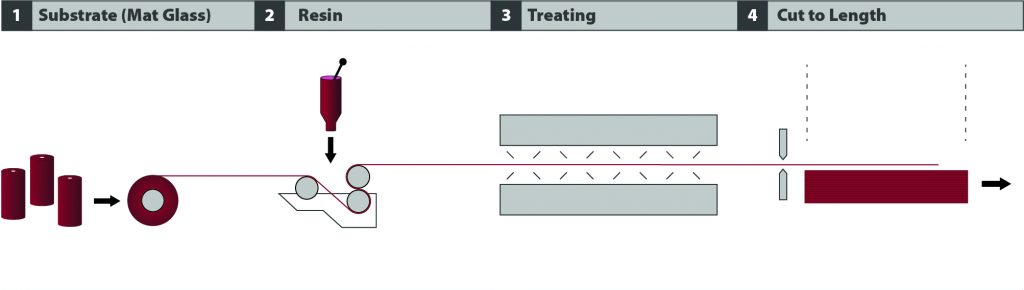

The longer cycle time of the high-pressure process produces superior mechanical strength and tighter material consistency compared to low-pressure alternatives.
THE LOW-PRESSURE LAMINATE PROCESS
Low-pressure laminates use a continuous strand random glass mat substrate rather than woven cloth. The resin system can include up to 20 components, mixed with fillers and additives to engineer specific properties such as flame retardance, track resistance, and thermal endurance directly into the material.
The mixed resin is applied to the glass fiber package on a CNC-controlled automated press loading table, ensuring a precise resin-to-glass ratio. Sheets are molded individually in computer-controlled press cycles ranging from several minutes to a half-hour, then inspected for dimensional tolerances and tested in our laboratory before being shipped to fabrication.
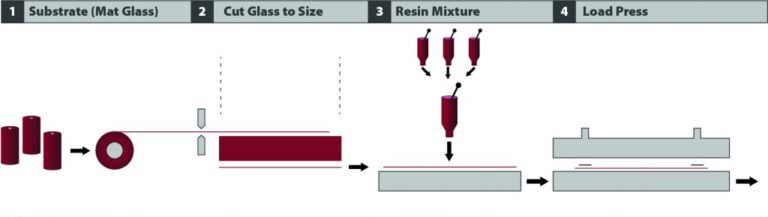

The low-pressure process is more cost-effective than high-pressure laminate production due to faster cycle times. GPO-3, the most widely specified low-pressure thermoset laminate, is manufactured through this process.
CUSTOM THERMOSET COMPOSITE PRODUCTS
In addition to sheet material supply, we engineer and fabricate custom thermoset composite components for electrical OEMs, utilities, and industrial manufacturers. Our production capabilities include compression molding, filament winding, pultrusion, vacuum infusion molding, autoclave composite molding, and CNC machining of thermoset sheet into finished parts.
STANDOFF INSULATORS
We manufacture custom standoff insulators in BMC/DMC, epoxy, and ISO-TP polyamide for electrical isolation and mechanical support in switchgear, panelboards, and high-voltage equipment. As an established standoff insulator supplier, we produce both standard and custom configurations to OEM specifications. Epoxy standoff insulators, BMC standoff insulators, and ISO-TP polyamide standoff insulators are available in a range of sizes and thread configurations to match your equipment design.



BUS SUPPORTS
We supply and manufacture custom bus supports and bus support systems in BMC and SMC for medium- and high-voltage electrical distribution equipment. Our engineering team works directly from OEM drawings to produce bus support components built to your dimensional, electrical, and mechanical specifications. Custom bus support configurations are available for unique equipment layouts and voltage requirements.
ADDITIONAL THERMOSET COMPOSITE PRODUCTS
Beyond standoff insulators and bus supports, we produce filament-wound glass epoxy tubing, pultruded rod, tube, angle, and channel profiles, and compression-molded components in BMC and SMC. We are one of North America’s largest filament-wound tube and pultrusion manufacturers, with production capacity across multiple facilities.

FREQUENTLY ASKED QUESTIONS
GPO-3 is a low-pressure laminate made with a random glass mat substrate and polyester resin. FR4 is a high-pressure laminate made with woven glass cloth and epoxy resin. FR4 generally offers higher mechanical strength and better moisture resistance. GPO-3 is the more cost-effective choice for medium-voltage electrical insulation where arc and track resistance is the primary requirement. The right grade depends on your operating voltage, temperature requirements, and mechanical load.
GPO-3 is rated for continuous service up to 130 degrees Celsius (266 degrees Fahrenheit). For higher thermal performance requirements, glass epoxy G-11 or glass silicone G-7 are the grades to consider.
Yes. We supply GPO-3 in full sheet format and cut-to-size, and we fabricate finished machined components from GPO-3 sheet stock. If you have a drawing or specification, our team can quote the raw material, the finished part, or both.
Yes. Because thermoset materials are permanently cured and dimensionally stable, they machine cleanly and hold tight tolerances in service. We machine thermoset laminates at our fabrication facilities using CNC equipment, producing components to customer drawings and specifications.
We stock FR4, G-10, G-11, G-7, GPO-3, and silicone bonded mica paper laminate. If you need a grade not listed here, contact us to discuss your specific requirement.
Yes. We are one of North America’s largest filament wound tube and pultrusion manufacturers, producing glass epoxy wound tubing in standard and custom diameters across multiple facilities.
Minimum order quantities vary depending on thickness and sheet size. Contact our team directly for current stock availability and minimum order information for your specific requirement.
READY TO GET STARTED?
Ready to source thermoset rigid composite materials or get a quote on custom-fabricated components? Our team is ready to review your drawings, specifications, or material requirements.
Contact us today to get started!